# Why Polymer Gels Fail During Freeze-Drying: Supercooling, Vitrification and Collapse Explained
## What Is Vitrification in Freeze-Drying? ## How Polymer Gels Behave Differently During Freezing ## Why Supercooling Delays Ice Nucleation ## Typical Signs of Vitrification During Primary Drying ## Why Dark Gel-Like Regions Appear ## Surface Collapse and Poor Cake Structure ## Why Early-Loaded Samples May Perform Better ## The Risk of Using Annealing Temperatures Based Only on DSC Data ## How to Improve Freeze-Drying Performance of Polymer Gels ## Conclusion
General
# Freeze-drying Issues of Polymer Gels
## Typical Phenomena After Entering Vitrification During Primary Drying
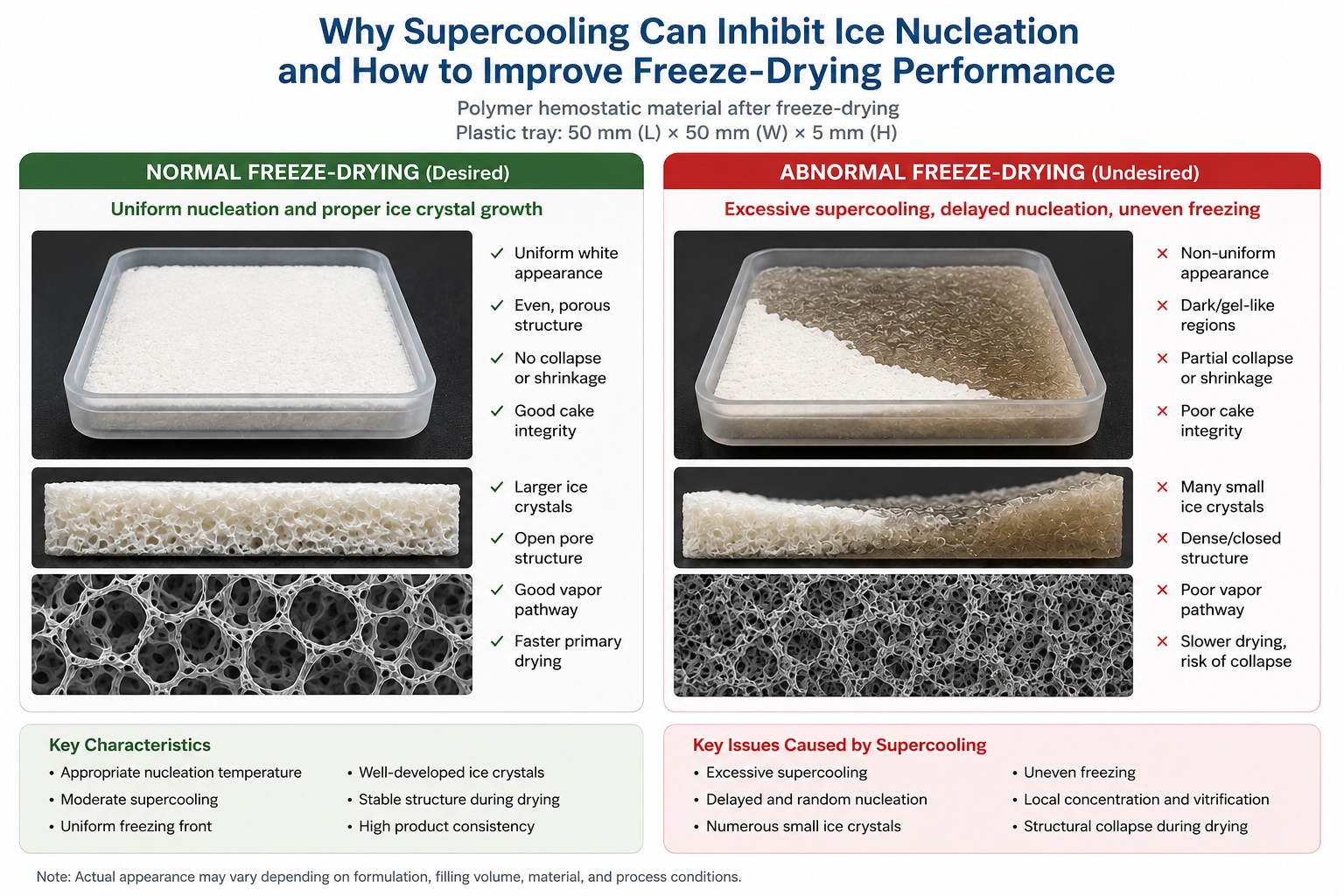
If vitrification truly occurs, the phenomena exhibited after entering primary drying are completely different from those of normal ice crystal freezing.
### Products After Normal Freezing
Ice crystals + concentrated phase
plaintext
After sublimation:Pores left at the positions of ice crystals
↓
Formation of white porous structure
↓
Loose appearance
plaintext
### Vitrified ProductsInsufficient ice crystal formation
↓
Formation of amorphous glassy solid
↓
Lack of sublimation pores
plaintext
The following are usually observed after drying starts:
#### 1. Local Transparency and Shining
Normal freeze-drying:
White
Powdery
Spongy
plaintext
Vitrified areas:Translucent
Transparent
Shining
plaintext
Many operators first impression is:
> Why is this area wet?
In fact, it is not necessarily liquid, but an amorphous phase.
#### 2. Occurrence of Gel-like Areas
This is most consistent with the customer's description.
After entering primary drying:
Rise in product temperature
↓
↓
Decrease in viscosity
↓
Local flow
plaintext
Characterized by:
- Dark color
- Shining
- Gel-like texture
- Moist feeling
Resembling:
- Jelly
- Molten plastic
#### 3. Surface Collapse
Normal products:
□□□□□
□□□□□
□□□□□
plaintext
Vitrified collapse:▃▃▃▃▃
▂▂▂▂▂
plaintext
Significant volume shrinkage occurs.
#### 4. Darkened Areas First Appearing at the Edges
Because the edges are most significantly heated.
Common observations:
□□□□□
□■■■□
□□□□□
plaintext
Or:■■■■■
□□□□□
■■■■■
plaintext
The dark areas gradually expand.
#### 5. Poor Vacuum Performance
Due to the lack of ice crystal pores.
Normal situation:
Sublimation of ice crystals
↓
Formation of pores
↓
Easy release of vapor
plaintext
Vitrified state:Few pores
↓
Difficult vapor diffusion
↓
High product resistance
plaintext
Possible occurrences:
- Extremely long drying time
- Increase in product temperature
- Pressure fluctuations
#### 6. Poor Rehydration Property in the Final Product
Normal freeze-drying:
Addition of water
↓
Rapid absorption
plaintext
Vitrified and collapsed products:Addition of water
↓
Surface wetting
↓
Difficult penetration into the interior
plaintext
## Judgment on the Current Case
Based on the current description, it is unlikely that the entire product has entered a vitrified state.
Reasons:
- Products loaded first have a good morphology
- Products loaded later have a poor morphology
If vitrification is caused by the formulation itself:
All samples
Show problems simultaneously
plaintext
However, the current situation is:First loaded
Normal
Later loaded
Abnormal
plaintext
This is more likely a problem caused by different freezing histories.
### Scenario A (Highest Probability)
Supercooling → inconsistent nucleation
Tray A
Nucleation completed at -16℃
Tray B
Still supercooled at -16℃
plaintext
During subsequent annealing:A: Normal
B: Local gelation
plaintext
### Scenario B
The annealing temperature of -25℃ is close to or exceeds Tc (Collapse Temperature).
Thus:
Samples with sufficient freezing first
Can still hold up
Samples with insufficient freezing later
Collapse directly
plaintext
## Suggestions for Further Confirmation
Key confirmation points:
**Do the dark gel-like areas appear during the -25℃ annealing stage, or do they gradually appear only after vacuuming?**
If:
- Appear during annealing → more inclined to freezing/vitrification issues
- Appear only after vacuuming → more inclined to collapse caused by Tc exceeding the limit
This information can narrow down the cause to more than 80%.
Due to the inaccuracy of DSC measurement, this annealing temperature is highly undesirable.
Frequently asked questions
Why do polymer gels look shiny after freeze drying?
Shiny or translucent areas often indicate vitrification, insufficient ice-crystal pore formation, or local collapse rather than simple surface moisture.
What process step should be checked first?
Check freezing first: nucleation hold time, cooling rate, product thickness, and whether annealing helps ice crystals grow without softening the gel.
Can lower condenser temperature fix polymer gel collapse?
Usually not. Condenser temperature removes vapor after sublimation, but collapse is mainly controlled by product temperature, pore structure, and the formulation critical temperature.